


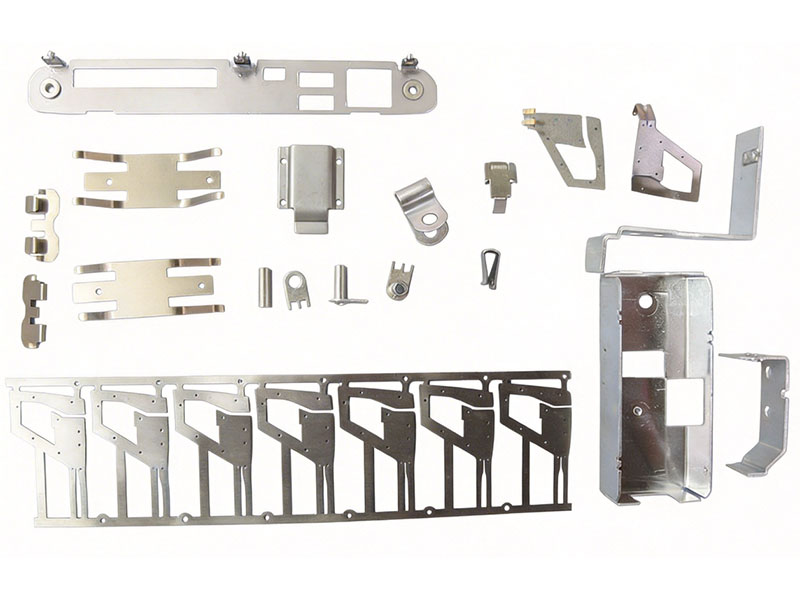

Characteristics of precision hardware parts processing
16
June


Requirements for CNC machining quality


Loading





Precision stamping components are manufactured using high-precision molds through single-station clamping and positioning in the punching process. Given the stringent dimensional accuracy and positional tolerance requirements for workpieces on stamping machines, rigorous finishing processes including mold sharpening, heat treatment, surface treatment, and assembly are essential. Since these components are typically produced in small batches or as discrete parts, the production volume is relatively low, which consequently imposes less stringent requirements on machinery. During stamping, materials flow into the die cavity through gaps in the mold. Under pressure, the material undergoes separation or plastic deformation to achieve the desired shape and structure. After pressure release, controlled forming processes yield finished products. This makes stamping a classic cold drawing technique. In actual production, to ensure product quality, enhance efficiency, reduce waste, and conserve energy, manufacturers typically implement strategic measures: 1. Use tools appropriately. 2. Reasonable choice of raw materials. 3. Formulate reasonable process regulations. 4. Improve the technical training of operators. 5. Improve the automation of machines. 6. Improve working conditions. Stamping parts manufacturing characteristics: (1) High utilization rate of materials. (2) Complex products can be made from relatively thin sheets. (3) Can be made into various structures containing structural columns. (4) Can form thick wall hollow. (5) Can be made into large area of board material. (6) Easy to mechanize. (7) Facilitate the completion of mechanization and automation. (8) Easy to complete the system.
Precision mechanical parts manufacturing typically involves processing components for precision machinery, which requires achieving extremely high accuracy. Therefore, in addition to understanding the specific material requirements and common techniques for machining precision mechanical parts, it's essential to know the complete production process. Below, we'll outline the five stages of precision mechanical parts manufacturing. 1. Rough machining The key consideration is to improve productivity. Most of the machining capacity on each surface is removed, and the machining produces a reference plane. 2. Semi-finishing It usually removes the defects that may be produced after rough machining, and carries out the machining of primary and secondary surfaces at the same time. It is necessary to achieve a fixed machining accuracy to facilitate the preparation for the finishing stage and ensure a moderate finishing capacity. 3. Finishing In the finishing stage, large cutting amount, small feed amount and cutting depth are usually used to remove the machining capacity left by semi-finishing, so that the surface of precision mechanical parts can reach the technical standard of drawings. 4. Polishing It is mainly used to reduce surface roughness or strengthen the processed surface, and is mainly used for surface processing with high surface roughness requirements. 5. Ultra-precision machining Generally, the machining accuracy of the workpiece is 0.1-0.01μm and the surface roughness value ra is less than or equal to 0.001μm by means of precision drilling, precision mirror cutting, precision grinding and polishing. The five-stage precision machining process for mechanical components progresses from rough to refined, with gradual enhancement of accuracy. Through this systematic approach, the components achieve the required specifications as per customer needs. Yuntuo Machining specializes in precision mechanical parts manufacturing. We provide customized services based on client-provided drawings and materials, delivering precision-engineered components that meet all client expectations.
Requirements for CNC machining quality